

Products


On-line eddy current testing system for stainless steel straight welded pipe ECN1002/EFN1002
Five Advantages Of Products
- This welding method is mainly used for stainless steel and titanium alloy longitudinal welded pipes. The general welding speed is low (0.52-10m/min).
- The ultra-low speed eddy current flaw detector really solves the problem of low-speed on-line detection of argon arc welding/plasma welding.
- The detection sensitivity and the ratio of performance to noise exceed the relevant national standards.
- For square and special-shaped tubes detection, saddle type is mainly used.
- Automatically form flaw detection report
Product Details
On-line eddy current testing system for stainless steel straight welded pipe ECN1002/EFN1002
Project Overview
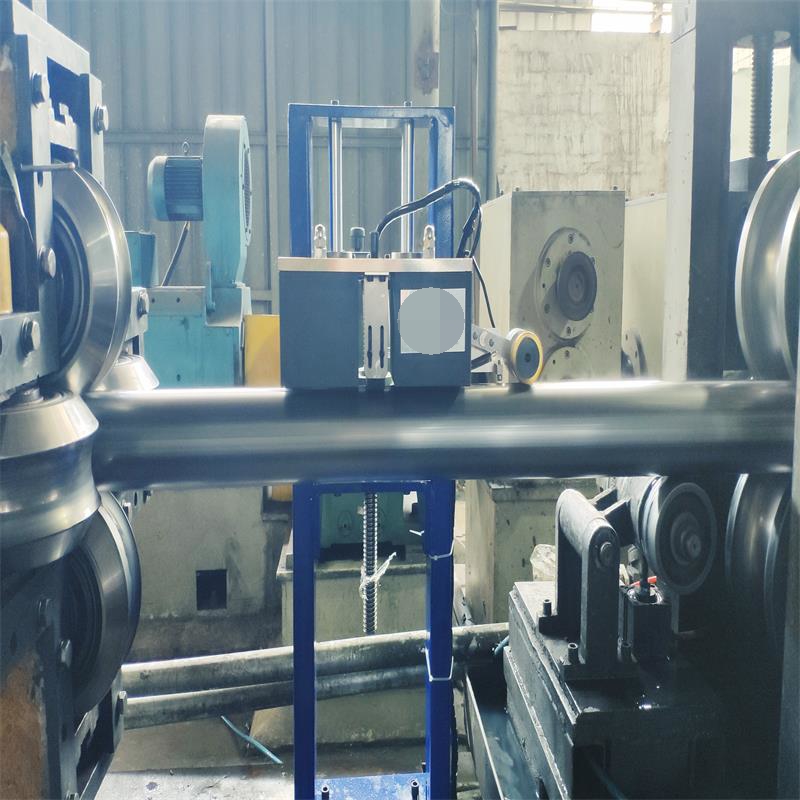
◆Customers produce stainless steel straight seam welded pipes. On-line eddy current automatic flaw detection system is installed on the welded pipe machine.
◆Characteristics of argon arc welding/plasma welding: This welding method is mainly used for stainless steel and titanium alloy longitudinal welded pipes. The general welding speed is low (0.52-10m/min).
◆The optimum detection speed of ordinary eddy current on-line flaw detector is >5m/min. The ultra-low speed eddy current flaw detector really solves the problem of low-speed on-line detection of argon arc welding/plasma welding. The lowest detection speed is 0.5 m/min. The detection sensitivity and the ratio of performance to noise exceed the relevant national standards.
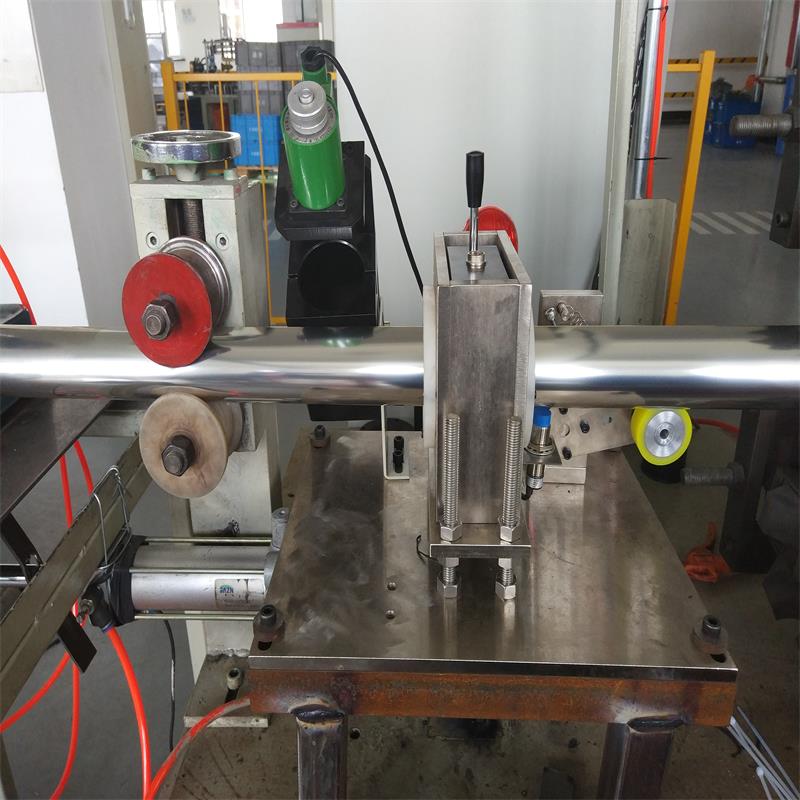
◆Option of through-type/saddle-type detection: It is recommended that the through-type detection be used in the specification of φ0-40. The advantage is that the weld and pipe body can be detected. The disadvantage is that each specification needs to be equipped with a probe and guide sleeve. >φ40 suggested saddle probe, a probe can cover a wide range of specifications, a certain range of specifications do not need to replace the probe. Only weld position defects can be detected..
◆For square and special-shaped tubes detection, saddle type is mainly used.
Detecting Workpiece Information
Detection Objects Name Stainless steel straight welded pipe, round pipe
Material Stainless steel (2, 3 series, etc.)
Dimension Specification 0-40
Weld Width ≈0-5mm, weld angle deviation of 5 mm is acceptable
Length On-line flaw detection of length, flying saw cutting pipe or coil after flaw detection
Bending Degree 1.5mm/m ( Of the detection station)
Circular Degree Circular tube≦0.1mm
Roughness Pipe wall and weld (with burrs)≦3.2
Hardness Harder
On-line Speed Welding speed: 0.50≦750m/min ( Instrument detection speed: 0.52-750m/min)
Detection Part Temperature 80-100°C or normal temperature
Detection Requirement and Accuracy Standard
Executive Standard of Detection
Number of Standard Name of Standard Grade
GB/T 14480-2015 Nondestructive Testing Instrument Eddy Current Testing Equipment /
GB/T 7735-2016 Automatic eddy current testing for seamless and welded steel pipe The Highest Grade
(except submerged arc welding) defects
Technical Parameter of the System
Name of the System: On-line eddy current testing system for stainless steel straight welded pipe
Type: ECN/EFN1002
Detection Method: On-line saddle dual-channel eddy current detection
Control Mode: Automatic+Manual
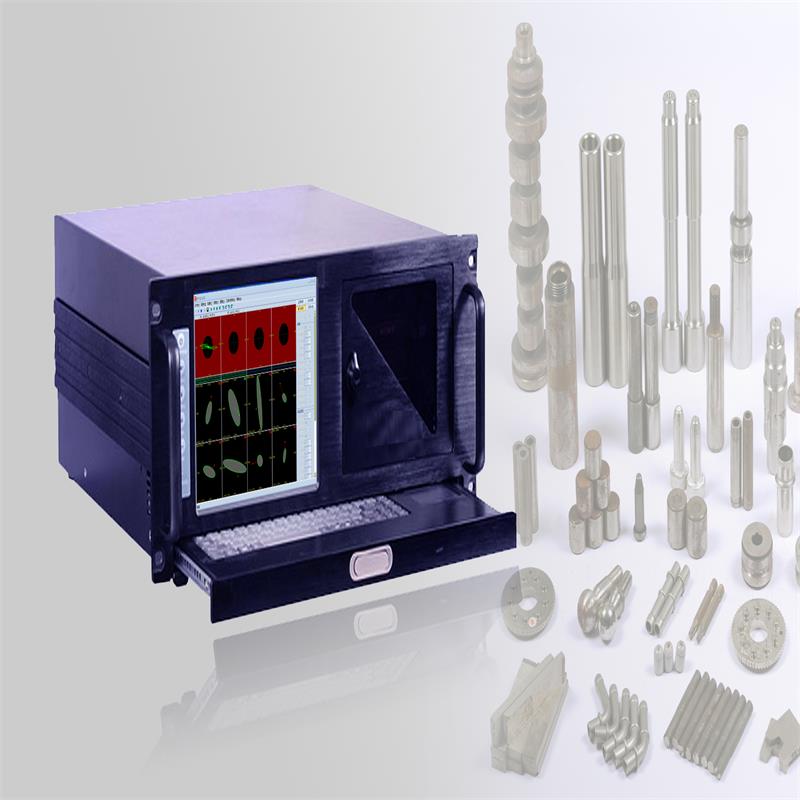
Instrument and Probe: Eddy current instrument; Dual Channel Digital High Intelligence Eddy Current Flaw Detector and Probe
Detection Platform: Core detection platform independently developed
Brief Introduction of Detection Operation:
Adjust the technical parameters and standard samples of flaw detector according to the testing requirements;
Adjust the position of probe and probe according to workpiece specifications;
The flaw detection system detects the workpiece, alarms and marks;
Adjust welding equipment (mould, welding joint) according to alarm;
Data recording, storage and analysis are carried out by the flaw detection host;
Automatically form flaw detection report.
Important Parameters of the System
Name Technical Parameter Remarks
End Blind Area ≦50m Depending on the test speed
Stability After 16 hours≦2dB Test sample
Accuracy of Jet Printing ±50mm Test sample
Omissive Judgement Rate 0% Test sample
Misreporting Rate ≦2% Test sample
Test Speed 0.50≦750m/min Depending on customer's welding speed,
Argon arc welding will be adjusted according the fastest speed can reach 750m/min
to customer's welding speed. (this project is stainless steel argon
arc welding, the speed is slower)
Principle of Through Type Eddy Current Testing
Eddy current detection is to establish alternating magnetic field by approaching conductor to the coil with alternating current (referred to as the probe). The alternating magnetic field passes through the conductor and produces electromagnetic induction with it, and establishes eddy current in the conductor. The eddy current in the conductor will also produce its own magnetic field.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Contact Person: Cynthia
Telephone: +86 15062667823
Landline: +86 18121053868

Company Address: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Website: www.wehans-tech.com
Previous: Intelligent digital eddy current ...
Inquiry :

-

Multi-channel intelligent digital eddy current detector EIG3000
-

Multi frequency& multi-channel intelligent digital eddy current detector EK3000
-

Multi-channel intelligent digital eddy current detector EIG2000
-
Intelligent digital eddy current material sorting instrument ERS6000
-
On-line eddy current testing system for stainless steel straight welded pipe ECN1002/EFN1002
-
On-line eddy current testing system for straight welded pipe EFH1002
-

On-line eddy current testing system for spring steel wire ECH7002
-

PCB Metallographic Microscope (JX22/JX23-RT)